導入実績 / ケーススタディ
介護食製造工場のMBR運転改善
BEFORE 改善前

→
AFTER 改善後
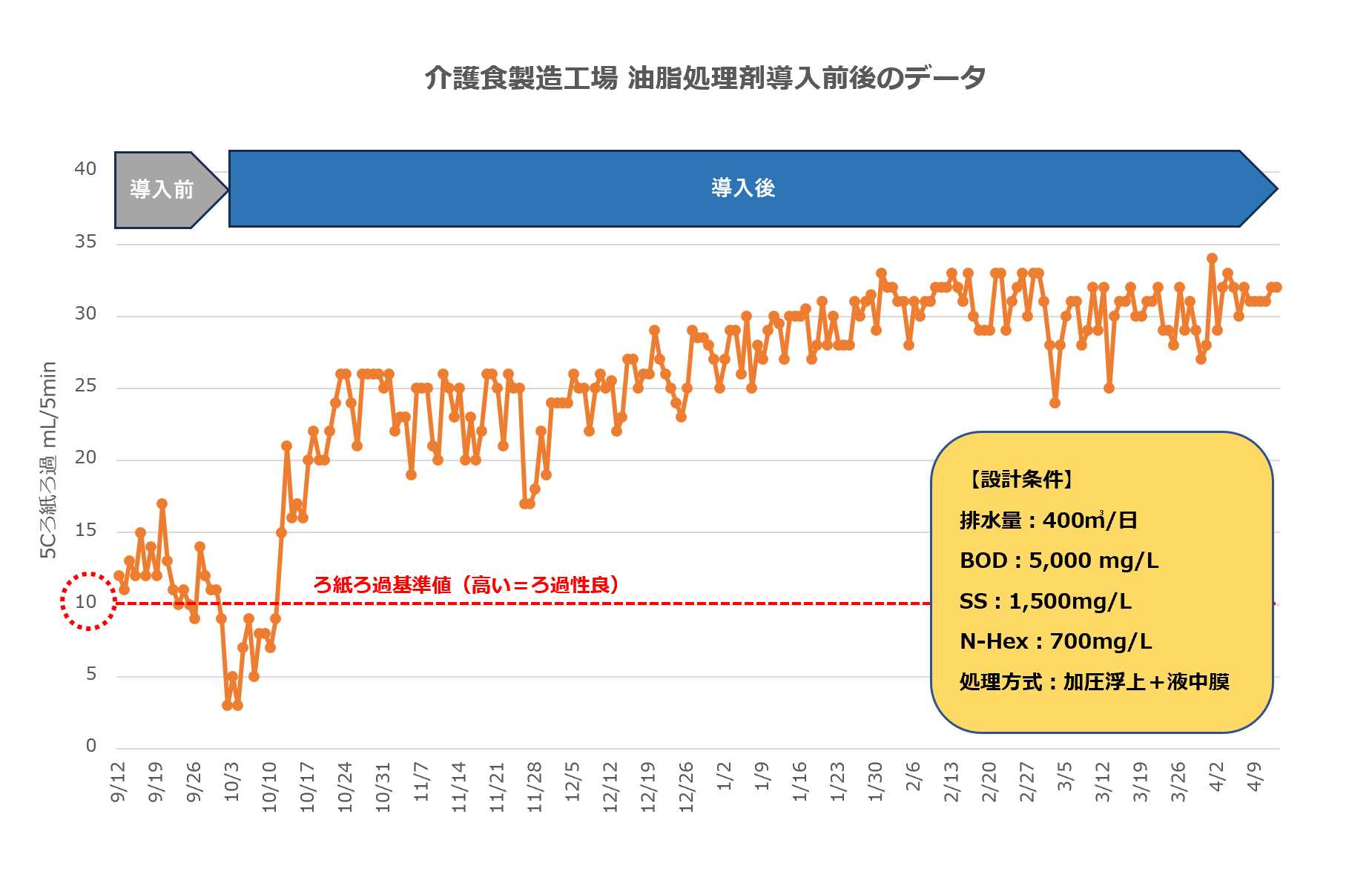
DATA 導入前後のデータ
結論
油脂処理剤と前処理の運用改善で、MBRのろ過性を規定値まで回復。
RESULT
ドレイン浄の常時点滴とスーパーバルセイバーの短期投入を組み合わせることで、悪化していた汚泥のろ過性を規定値まで回復できました。
5Cろ紙ろ過量は3mLから20mL以上へと改善し、曝気槽・膜槽での油脂性発泡も急減しました。
設備更新や膜交換に頼らなくても、処理剤と運用の組み合わせだけでろ過性が回復した事例です。
Chapter 1 ― 課題・問題
生産品目が変わるたびに、汚泥の状態が崩れていった。
この工場では毎日の生産品目に応じて流入する油脂分の濃度が大きく変動します。その影響がMBRの汚泥状態に直結し、ろ過性の悪化と吸引圧力の上昇が繰り返されていました。さらに油脂性の発泡が増え、安定した膜運転が難しい状況が続いていました。
導入前の状況
- 汚泥ろ過性の悪化5Cろ紙ろ過量が3mLまで低下しました。
- 油脂性発泡の増加曝気槽・膜槽での油脂性発泡が増加し、処理の安定性が損なわれていました。
- 品目変化に応じた運用調整がなかった品目変化に合わせた前処理条件の見直しが行われておらず、油脂負荷がそのまま曝気槽へ流入していました。
介護食や惣菜系の製造工場では、品目切り替えによる油脂負荷の変動がMBR汚泥に影響しやすい傾向があります。定期的にろ過性が落ちる場合は、流入水の油脂濃度の変動幅の確認が糸口になります。
Chapter 2 ― 原因の仮説
多量の油脂分が生物処理を阻害し、ろ過性の悪化に繋がっていた。
油脂が大量に曝気槽へ流入すると、活性汚泥の生物処理が阻害され、汚泥のろ過性が低下します。さらに前処理(加圧浮上装置)の運用条件が見直されていなかったことで、油脂の除去が不十分な状態が続いていました。
5Cろ紙ろ過量
3 mL
ろ過性悪化の状態
→
5Cろ紙ろ過量
20 mL以上
規定値まで回復
油脂が活性汚泥に混入すると沈降性・ろ過性が同時に低下しやすく、膜差圧の上昇につながります。油脂は曝気槽の前段で除去することが重要です。
Chapter 3 ― 実施した対策
即効性と恒久性を組み合わせた、2段階の油脂対策を実施。
スーパーバルセイバーで汚泥状態を速やかに改善しながら、ドレイン浄の常時点滴と前処理条件の見直しを並行して実施しました。
導入製品
ドレイン浄、スーパーバルセイバー
ドレイン浄は、原水槽や前処理槽への連続点滴に適した油脂処理剤です。油脂を分散・微細化することで排水処理槽内のバクテリアによる生物分解を促進し、活性汚泥への負荷を継続的に軽減します。
スーパーバルセイバーは油脂によるバルキング改善剤です。急激な油脂流入時の汚泥浮上を抑制し、油膜・発泡の解消と汚泥沈降性の改善を短期間で実現します。
スーパーバルセイバーは油脂によるバルキング改善剤です。急激な油脂流入時の汚泥浮上を抑制し、油膜・発泡の解消と汚泥沈降性の改善を短期間で実現します。
- 前段での油脂の継続分散・処理
- MBR膜への油脂負荷を軽減
- 即効性製剤との組み合わせ対応
- 無機凝集剤の削減に貢献
- 生産品目の変動に対応しやすい
 製品詳細を見る →
製品詳細を見る → 油脂負荷の変動が大きい施設では、即効性の高い処理剤で状態を安定させてから継続添加の体制に移行する方が、安定した効果が得られやすい傾向があります。
Chapter 4 ― 結果
ろ過量が3mLから20mL以上へ。発泡も急減し、膜運転が安定。
5Cろ紙ろ過量
3→20mL以上
規定値まで回復(改善前比で約7倍)
MBR吸引圧力も改善
改善前
3mL
(5Cろ紙ろ過量)
改善後
20mL以上
(5Cろ紙ろ過量)
ろ過性の改善と同時に吸引圧力の悪化も抑えられており、膜への負荷が軽減されています。発泡が急減したことで、日常の運転管理の手間も大幅に減りました。
対策のポイント
品目ごとの油脂負荷を把握してから、処理剤の量を決める。
介護食や惣菜を扱う製造ラインでは、品目によって排水中の油脂濃度が数倍単位で変わることがあります。この工場でも、どの品目のときに油脂が多く流入するかを確認したうえで、処理剤の投入量と前処理の条件を調整しました。スポット測定だけでなく、時系列の変動幅を把握しておくことが対応の前提になります。
流入油脂量を把握せずに投入量を固定すると、変動時に効果が出ないまま時間が経過する恐れがあります。添加後の汚泥状態を観察しながら量を調整することが重要です。
よくある失敗
同じ手順を踏んでも、うまくいかないことがあるケース。
投入量が実態に合っていなかった
スポット分析値で投入量を固定すると、油脂負荷の変動時に効果が出ないことがあります。添加後の汚泥の反応を見ながら段階的に調整してください。
汚泥の基本バランスが崩れていた
F/M比や栄養塩バランスが大きく乱れている場合、処理剤だけでは改善しにくいことがあります。汚泥の健全性も同時に確認してください。
流入水の変動・汚泥の状態・前処理の条件をあわせて確認することが、対策の前提です。
まとめ
油脂と汚泥の両方を見直して、MBRの安定運転を取り戻す。
汚泥のろ過性が悪化している場合、原因が膜にあるとは限りません。流入する油脂負荷を適切に管理し、油脂処理剤と前処理条件を見直すことで、ろ過性の回復が見込めるケースがあります。
この工場でも、設備改造なしに油脂処理と流入負荷の調整だけでろ過量を規定値まで回復させることができました。同様の状況でお困りであれば、運転データをもとにヒアリングベースでご提案します。
膜のろ過性が戻らない。その原因、油脂かもしれません。
流入水の油脂濃度や汚泥の状態をヒアリングしながら、改善の糸口をご提案します。
無料相談・お問い合わせ →